







型号:tcpb
更新时间:2025-05-26 | 阅读:3350

详情介绍
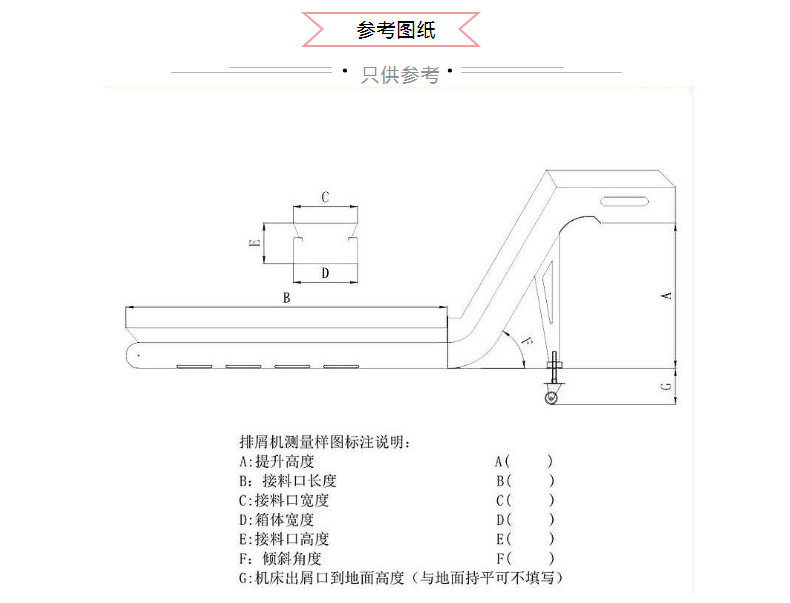
来图定制磁性排削机/机床链板排屑机基本特点:本装置系列化、通用化、标准化程度高,操作简单、运行可靠、拆装方便、维修容易。亦可与其它排屑装置联合使用,形成各种形式排列的切削处理系统。 1.可处理各类切屑;也可作为冲压,冷镦机床小型零件的输送装置。 2.输送效率高,输送速度选择范围大; 3.链板宽度多样化,结构形式分为无缝链板和有缝链板两种。 4、流线造型,美观大方,排屑顺畅。 5.具有过载保护功能。 6.体积小、效能高;为CNC,NC及产业机械之搭配机型 7..链板宽度多元化,提供了很好的搭配弹性及有效的应用 8..一体成型的链板组合,强度高、配合精准、动作稳定安静 9..精密的凸点设计,可有效防止碎屑附着,增加出除屑能力 10..扭力限制设定,有效降低操作不当所造成之损害 链板式排屑机的适用范围。链板式排屑机的定做:各部位的尺寸可根据切屑机械的不同而设计 

 来图定制磁性排削机/机床链板排屑机是将机械加工过程中切削下来的黑色、有色金属的切屑收集并输送至集屑箱中的机床辅助设备。链板式排屑机可广泛应用于数控机床、组合机床、加工中心,专业化机床、流水线、自动线的切削输送设备。输送效率高、输送速度选择范围大。链板结构形式为新型的铰接多球面链板,轻小切屑也不易粘附在链板上。材质选用优质不锈钢板或高碳钢板,主要零部件均经耐磨及耐磨腐蚀处理。工作运转平稳、无噪音,配有机械过载保护及电器过载发讯保护装置,安全可靠,是现代化工业生产中不可缺失的机床辅助设备,亦可作为小型机件的输送装置。
来图定制磁性排削机/机床链板排屑机是将机械加工过程中切削下来的黑色、有色金属的切屑收集并输送至集屑箱中的机床辅助设备。链板式排屑机可广泛应用于数控机床、组合机床、加工中心,专业化机床、流水线、自动线的切削输送设备。输送效率高、输送速度选择范围大。链板结构形式为新型的铰接多球面链板,轻小切屑也不易粘附在链板上。材质选用优质不锈钢板或高碳钢板,主要零部件均经耐磨及耐磨腐蚀处理。工作运转平稳、无噪音,配有机械过载保护及电器过载发讯保护装置,安全可靠,是现代化工业生产中不可缺失的机床辅助设备,亦可作为小型机件的输送装置。





刮板排屑装置的输送速度选择范围广,工作,有效排屑宽度多样化,可提供充足的选用范围,如数控机床,加工中心,磨床和自动线。在处理磨削加工中的金属砂粒、磨粒,以及汽车行业中的铝屑效果比较好,刮板两边装有特制链条,刮屑板的高度及分布间距可随机设计,因而传动平稳,结构紧凑,强度好。并可根据用户需要加钢网反冲、刮屑器、涡流分离器、油水分离器等形成综合过滤系统提高产品表面加工精度,节约冷却液,降低工人劳动强度,是一种应用比较广泛的机床辅助装置。


 电话
电话 询价
询价
